Определением Арбитражного суда Тверской области, назначена таможенная экспертиза Запрессовочного гидравлического станка, предназначенного для посадки крепежа в тонколистовой металл

Вопросы, поставленные на разрешение эксперта:
- Содержит ли товар, задекларированный по ТД 000 цифровые органы управления, встроенные системы ЭВМ для использования в составе комплекса с ЧПУ?
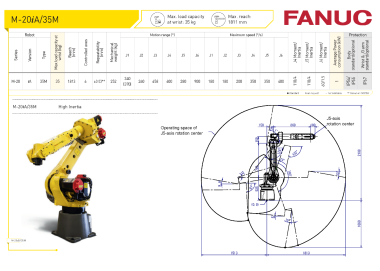
- Определить конструктивное исполнение товара, задекларированного по ТД 000? Производится ли на задекларированном оборудовании по ТД 000 обработка металла, если да, то каким образом?
Для ответа на поставленные судом вопросы, был произведен выезд и осмотр объекта экспертизы.
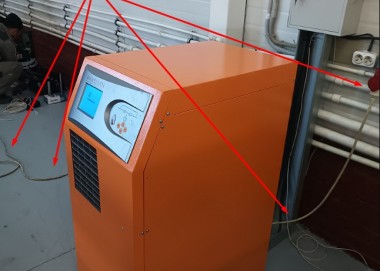
Визуальным осмотром установлено: электропитание объекта осуществляется путём подключения к трёхфазной электрической сети 380В, а также соединения провода заземления с верхней клеммой колодок зелёного и желтого цвета на правой стороне Главного вводного выключателя согласно руководству по эксплуатации
Органы управления объекта представляют собой механические кнопки, рычаги, регуляторы, переключатели, индикаторы, манометр (индикатор усилия), педали управления - иными словами на исследуемом оборудовании присутствуют только механические органы управления.
Цифровые порты ввода-вывода для подключения цифровых устройств типа ПЭВМ, манипулятор типа мышь, клавиатура отсутствуют, иные разъемы или порты для возможной загрузки УП посредством, дискет, USB накопителей, перфокарт - отсутствуют.
Электронный вычислительный блок в составе станка отсутствует, в частности выполнение рабочего цикла по заранее загруженному программному алгоритму не предусмотрено.
Таким образом, настройка и управление объектом осуществляется исключительно в ручном режиме, без применения числового программного управления (ЧПУ) с использованием ЭВМ.
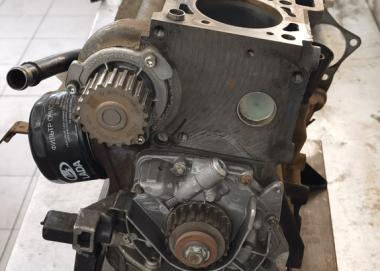
Для совершения рабочего цикла заготовку необходимо в ручном режиме разместить на нижней станине, в установочных пазах. Запуск рабочего цикла начинается после длительного нажатия и удержания оператором на педаль управления «вниз», при этом верхний ползун совершает поступательное движение вниз, входит в контакт с заранее установленной заготовкой в штампе.
По завершению рабочего цикла – получается законченное изделие путем соединения с натягом двух деталей (посадки вала в отверстие). Форма, размеры, структура металла обоих заготовок так и конечного изделия не меняется.
Процесс посадки автоматически не повторяется без команды оператора в виде повторного длительного нажатия педалей управления «вниз» и «вверх».
Объект экспертизы выполняет единственную функцию: монтаж крепежа в заранее подготовленные отверстия (соответствующего диаметра) в заготовке, например, монтаж креплений, клепок, скоб или стежков, посадка иных валов в отверстия малых размеров.